
系统门窗是一个完美结合的性能体系,它需要考虑一系列重要功能,如水密性、气密性、风压性、机械强度、隔热、隔音、防盗、遮阳、耐候性、操作手感等综合效果设备的性能、型材、配件、玻璃、粘胶、密封条等都是构成高性能门窗不可缺少的Can系统。
系统门窗的注胶工艺是什么?
为保证门窗转角处的强度和密封性,系统门窗的做法是用门窗专用密封胶(简称注胶角胶)将转角代号与型材的型腔壁粘结,以加强结构,密封结构。解决了排水系统技术的进一步升级
门窗装配一直是门窗企业生产产品的重要环节其中一个。门窗的美观性、密封性和使用寿命与拼接密切相关,拼接检验着门窗企业所采用的装配产品和生产工艺。
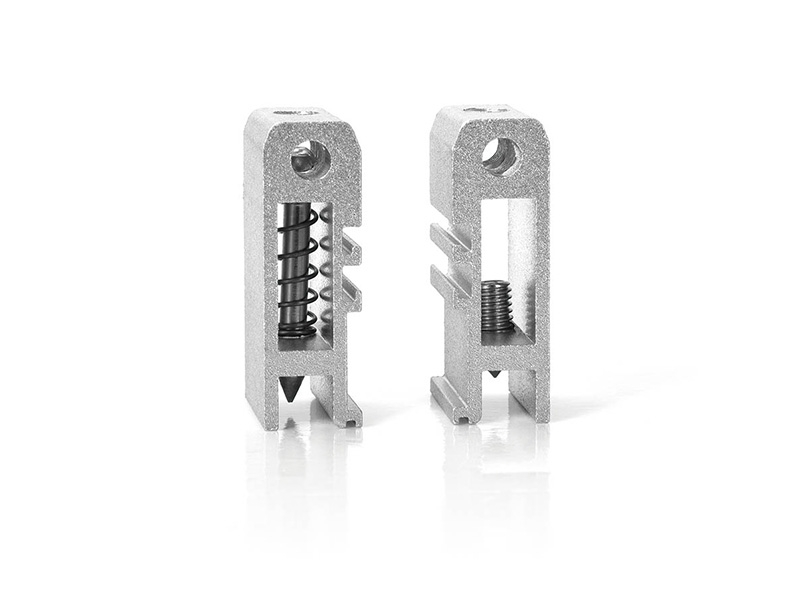
在传统的弹簧式活动注胶角码中,由于长途运输或用户对窗扇的开关次数过大,弹簧角码中的螺钉会摩擦松动,拼接接头也会越来越大。
有鉴于此,注胶角码的出现,不仅解决了门窗企业的密封性、美观性和耐久性问题,而且解决了门窗快速安装、紧固的问题。

导胶槽内注胶孔的双组分注胶角件工艺,既能保证角部的强度要求,又能保证成品门窗在运输安装后不变形、不移位。
注胶角码为L型,包括两个支撑臂。在两臂连接处沿45°斜线设置一圈连续导流槽。从定位槽到上角,每个臂的外表面有锥度,有锥度的外表面形成结合面,在结合面与水平面或垂直面等基准面之间形成间隙。两臂分别插入横框和竖框的空腔中。此时,在每个臂的接合面与框架材料的空腔壁之间形成间隙。然后,将胶水注入导槽的上角。填充的胶水会流入缝隙。横框与立框的连接处和空腔壁分别粘在注胶角码的导槽和胶接面上,完成角度组合。