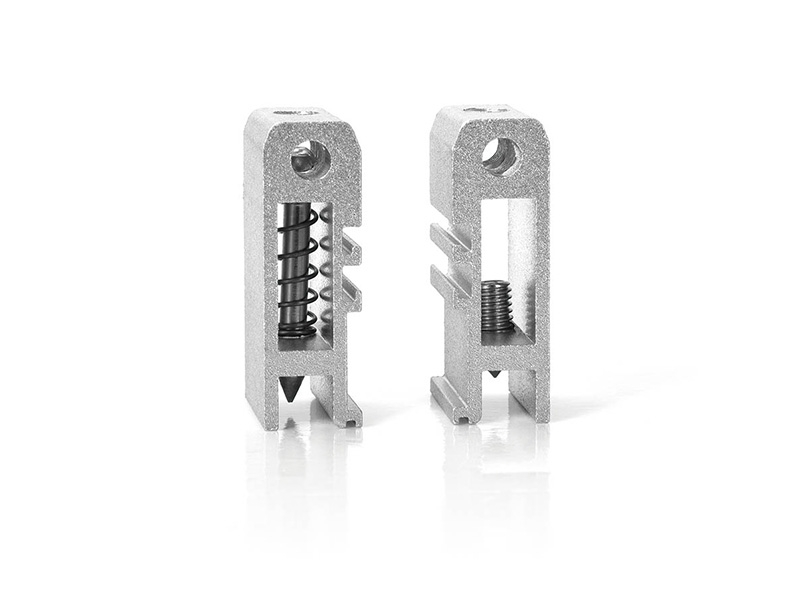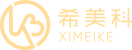

系统门窗的组角连接采用的是专用的分体铸铝角码配以空心不锈钢销钉+注胶。这种组角工艺包含了两项特殊技术:一是膨胀拉紧固定技术,二是注胶密封技术。每个铸铝角码是由两瓣铸铝件构成的,当不锈钢空心销钉打入后,两瓣铸铝件会自动胀开,加上角码销钉孔和型材销钉孔的配合公差,将两根45度拼接的型材牢牢拉紧、固定。固定完成后,接下来要通过销钉的注胶孔向角码内注胶。注胶完成后型材45度拼接处,从腔体内部完全用胶密封住了。角码与型材腔体之间的缝隙也完全封死了,保证系统门窗拥有良好的气密性。

注胶角码其直角处是一个整体,本身保证了90度,组角前先在45度断面涂上一层密封胶。
组角后,通过自动设备打入销钉,限制了角码与型材之间的位移,这样的方式比常规的角码还紧固,杜绝组角的松动。
通过销钉向角码内注入专用组角胶,组角胶在角码内把角码与型材之间、两边型材之间的缝隙填满,不但消除组角处的缝隙渗漏,还让角码与型材真正粘合在一起,让拼角更加牢固。
系统门窗是一个性能系统的完美有机组合,业界将系统窗和节能窗的区别形象地比喻为“品牌电脑”和“组装电脑”。系统门窗的设计研发成本、品牌价值以及型材、五金等高性能标准,都在一定程度上带来了系统门窗的“成本增量”。它作为一个高性能系统的有机组合体,相比传统节能门窗性能更加优良。